LA CONCEPTION ET LA FABRICATION DE SOLUTIONS TECHNIQUES PERSONNALISÉES
Répondre aux exigences critiques de toute industrie où le second choix n'est pas suffisant.




Relever le défi, aussi grand soit-il.
Lorsque le marché exige davantage de vos composants,
demande d'abord à Greene Tweed.
Relever le défi, aussi grand soit-il.
Lorsque le marché exige davantage de vos composants,
demande d'abord à Greene Tweed.
Conçu pour les conditions industrielles les plus difficiles
Des solutions d'étanchéité, des connecteurs et des composants structurels qui surpassent les performances et la durée de vie de la concurrence.
Quelles que soient la taille et la portée de votre prochain projet, les ingénieurs de Greene Tweed comprennent les environnements industriels les plus difficiles.




Conçu pour les conditions industrielles les plus difficiles
Des solutions d'étanchéité, des connecteurs et des composants structurels qui surpassent les performances et la durée de vie de la concurrence.
Quelles que soient la taille et la portée de votre prochain projet, les ingénieurs de Greene Tweed comprennent les environnements industriels les plus difficiles.

Depuis 160 ans, Greene Tweed conçoit des composants de haute performance pour des clients des secteurs de l'aérospatiale et de la défense, du pétrole et du gaz, des sciences de la vie, des semi-conducteurs et d'autres industries clés, grâce à une approche hautement collaborative.
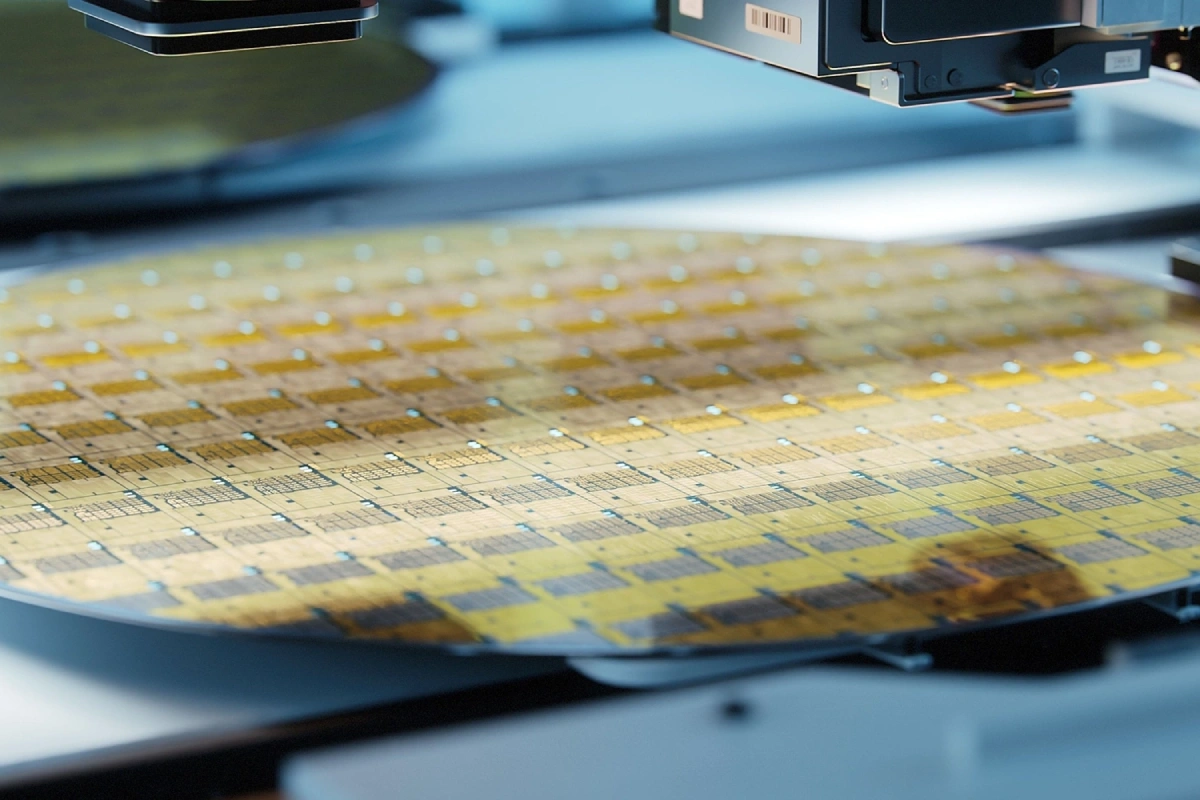
Semi-conducteurs
Stimulez la productivité. Réduisez la contamination et les coûts. Nos solutions uniques combattent les plasmas et les produits chimiques agressifs utilisés dans les processus de fabrication des plaquettes.

Énergie
Nous travaillerons avec vous pour fournir des pièces et des équipements personnalisés et performants pour les applications pétrolières et gazières, pétrochimiques et de production d'énergie.

Sciences de la vie
Nous proposons des solutions pour vos applications les plus difficiles dans les domaines de la fabrication pharmaceutique, des dispositifs médicaux, de l'analyse et de l'alimentation.
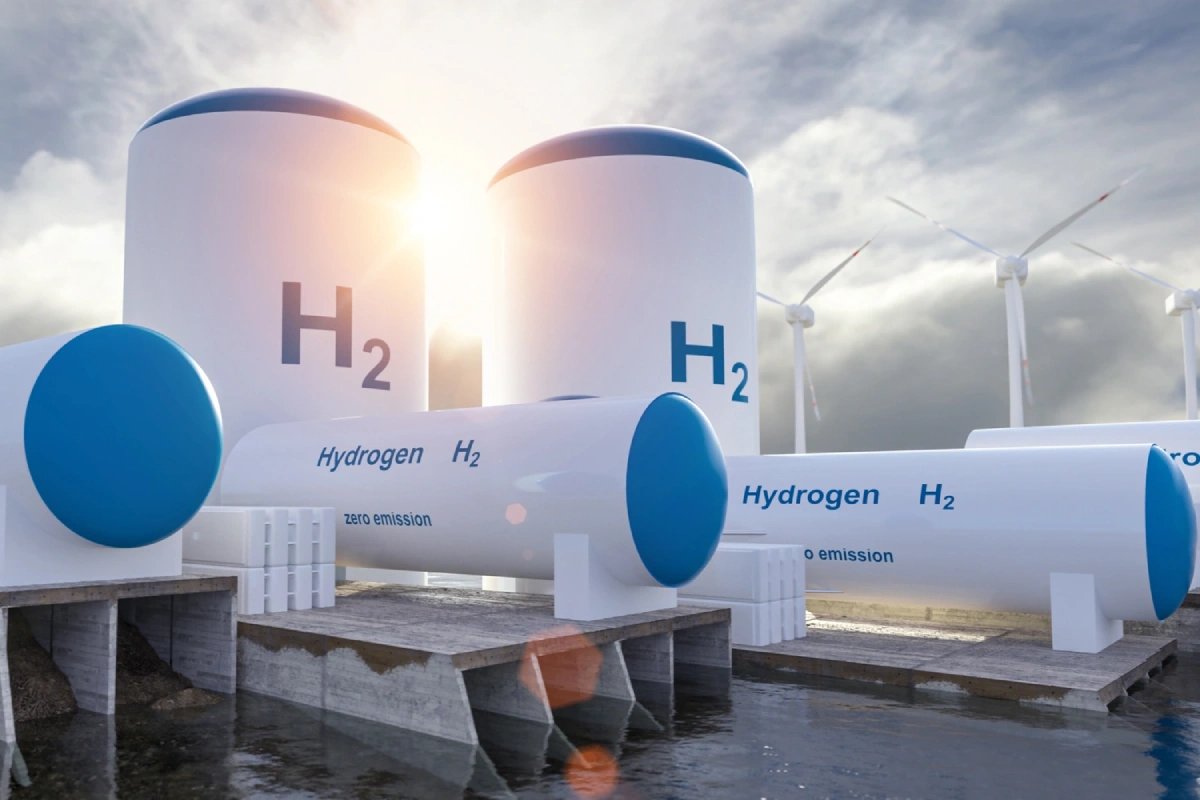
Hydrogène
Nous avons une longueur d'avance lorsqu'il s'agit de trouver des solutions pour assurer l'avenir de l'économie de l'hydrogène. Nos produits propres, sûrs et durables sont à la hauteur de cette industrie en termes d'intégrité et de fiabilité.

Opérations industrielles
Protégez vos travailleurs et vos opérations grâce à des solutions durables et fiables qui optimisent les performances dans de nombreuses applications industrielles.

Aérospatiale et défense
Greene Tweed est entré dans l'industrie aérospatiale et de la défense il y a plus de 50 ans. Découvrez pourquoi nos solutions restent une norme industrielle.

Traitement chimique
Vous avez besoin de solutions pour la compatibilité chimique, la température, la pression et l'usure ? Nos ingénieurs savent quels sont les bons matériaux à utiliser.
Greene Tweed adhère aux normes de fabrication les plus strictes.
dans toutes nos installations à travers le monde - où que vous soyez.